

Avant l'utilisation de la brasure argent
- Nettoyer les surfaces à braser mécaniquement , enlever toutes traces d'oxyde.
- Éliminer tous résidus, aucune particule étrangère ne doit être visible.
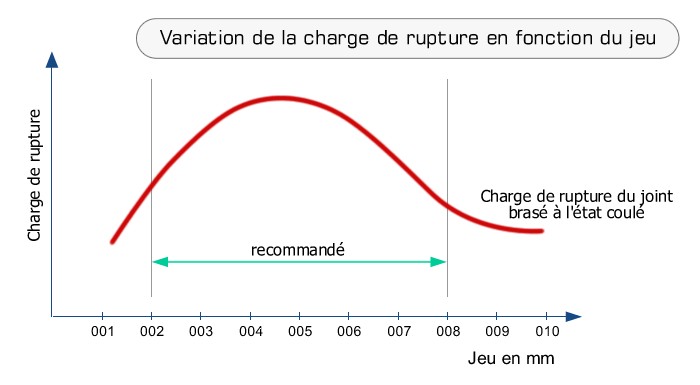
- Prévoir un jeu compris entre 0,05 et 0,1 mm afin d'optimiser la tension capillaire.
- Respecter une géométrie régulière des pièces à assembler (raccord et tube dans le même axe).
- Utiliser uniquement un coupe tube. Ébavurer et constituer un léger chanfrein.
- Vérifier la régularité du diamètre des tubes. (Ovalisation à proscrire)
- Inutile d'utiliser de décapant pour les assemblages cuivre sur cuivre avec les alliages Cu-P car il désagrège l'aspect du joint .
- Si nécessaire appliquer le décapant approprié à l'alliage et au métal de base en évitant qu'il ne pénètre à l'intérieur du tube.
- Utilisation des alliages au cadmium interdite sur adduction d'eau. (*)
Pendant le brasage de la brasure argent
- Chauffer avec une flamme neutre la partie la plus dense, c'est la température de la pièce brasée qui provoque la fonte de l'alliage.
- Eviter les périodes de chauffe trop longues provoquant coulures et oxydation importante.
- Ne jamais déplacer les pièces durant le brasage.
- Ne jamais braser de pièces oxydées.
- Ne jamais braser des pièces subissant une contrainte pendant le brasage.
- Ne jamais braser de tube contenant un reste de liquide.
- Ne jamais intervenir sur une pièce préalablement brasée.
Obligatoire dans l'industrie du froid
Faire circuler dans le circuit un gaz inerte (Azote sec) avec un débit (30 à 90 l/mn).
Utilisation des alliages au cadmium interdite. * Journal Officiel des communautés européennes N° L 186/59 du 12. 7. 91. Voir fiche pratique "Cadmium".
Privilégier les alliages avec argent 34% (534Sn) pour les laisons "sensibles" et les alliages cuivre phosphore avec argent (105-115) pour les liaisons "basiques". Eviter les alliages cuivre phosphore SANS ARGENT qui sont économiques mais destinés à la plomberie car leurs allongements (A%) est deux fois moins élevées au minimum.
Aprés brasage / élimination des résidus de décapant
Éliminer les résidus par un lavage à l'eau chaude.
Ne jamais provoquer de choc thermique.
Indispensable dans l'industrie du froid
Purger les conduites avec un gaz inerte, ne jamais utiliser de l'oxygène.
Si vous respectez ces consignes vous aurez la garantie :
- D'une haute résistance de vos brasures aux efforts mécaniques (pression, arrachement, torsion, vibration).
- D'une parfaite maîtrise des attaques chimiques des nouveaux fluides
- D'une totale étanchéité des joints, exempts de porosités .
Le savoir-faire d'un métier maîtrisé vous garantit la constance d'une qualité et la sécurité sans faille de vos brasures.
Conseils de préparation

3 Principes à observer
- Préparation par un nettoyage soigneux des surfaces à joindre (dégraissage, décapage...)
- La température du joint doit être constante, uniforme et légèrement supérieure au point de liquidus de l’alliage d’apport.
- La chauffe doit être aussi courte que possible dirigée vers le métal de base. Un refroidissement rapide est préférable sauf pour les brasures argent sans cadmium où il faut éviter les chocs thermiques
Exemple comparatif de mise en oeuvre (Flux non adapté)
 Nous constatons sur ce comparatif un défaut d'aspect lié au décapant qui n'a pas complètement fondu lors du brasage(pièce de gauche), ce qui à provoqué des inclusions dans le métal. (les deux soudures présentées ici ont été décapées et polies pour faire apparaître le défaut). Alliage 1540 - L-Ag40Cd + Maxiflux (gauche) - Carboflux G (droite).
Nous constatons sur ce comparatif un défaut d'aspect lié au décapant qui n'a pas complètement fondu lors du brasage(pièce de gauche), ce qui à provoqué des inclusions dans le métal. (les deux soudures présentées ici ont été décapées et polies pour faire apparaître le défaut). Alliage 1540 - L-Ag40Cd + Maxiflux (gauche) - Carboflux G (droite).
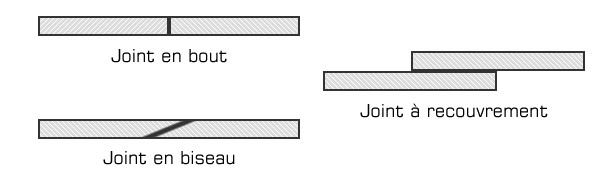
Exemple de joint recommandé en brasure cuivre phosphore

Exemples de joints à éviter en brasure cuivre phosphore


Variation de la charge de rupture en fonction du jeu
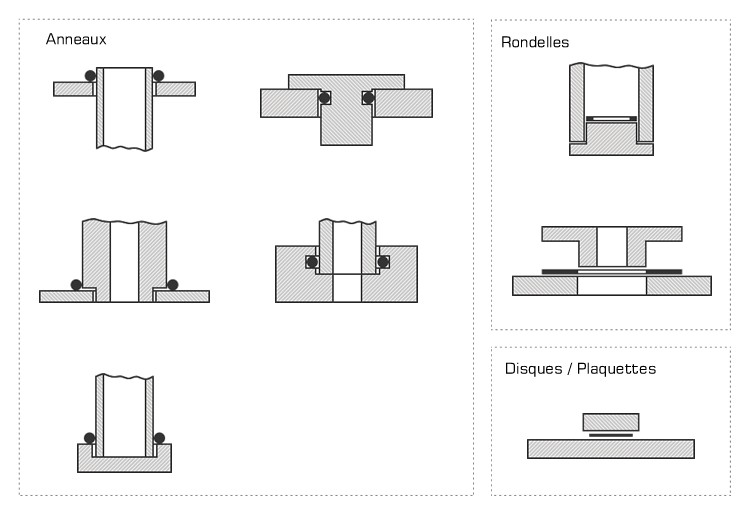
Utilisation des anneaux, rondelles, disques ou plaquettes
Allumage et réglage de pression des gaz OXYACETYLENIQUE.
(1 bar = 0,1 MPa = 14,5 PSI)
Monter la buse correspondant à l'épaisseur à souder.
Ouvrir légèrement le robinet d‘oxygène puis largement le robinet d'acétylène.
Allumer le chalumeau
(Eviter la présence d'un briquet, risque d'inflammation. L'utilisation d'un allume-gaz manuel ou électrique est recommandée)
Ouvrir progressivement le robinet d'oxygène pour obtenir une flamme neutre.
| chalumeau | oxygène | acétylène |
|---|---|---|
| Chalumeau 00 | OX 0,8 à 1 bar | AD 0,05 à 0,1 bar |
| Chalumeau 0 | OX 0,8 à 1,5 | AD 0,1 |
| Chalumeau 1 | OX 1 à 1,5 | AD 0,3 |
| Chalumeau 2 | OX 2 à 3 | AD 0,4 |
Allumage et réglage de pression des gaz OXYPROPANE, OXYBUTANE, OXY-GAZ NATUREL
(1 bar = 0,1 MPa = 14,5 PSI)
Monter la buse correspondant à l'épaisseur à souder.
Ouvrir légèrement les deux robinets.
Allumer le chalumeau
(Eviter la présence d'un briquet, risque d'inflammation. L'utilisation d'un allume-gaz manuel ou électrique est recommandée.)
Augmenter légèrement l'ouverture du robinet de gaz, puis légèrement celle du robinet oxygène
et ainsi de suite jusqu'à ouverture totale du robinet de gaz.
| chalumeau | oxygène | propane |
|---|---|---|
| Chalumeau 0 | Pression OX 1 à 1,5 bar | Propane de 0,3 à 0,5 bar |
| Chalumeau 1 | Pression OX 1 à 2 bar | Propane de 0,3 à 0,5 bar |
| Chalumeau 2 | Pression OX 2 à 3 bar | Propane de 0,5 à 0,7 bar |
iNFO Brasage Auto
Le mélange du gaz combustible (propane gaz naturel)avec le gaz comburant (oxygène) se fait dans le brûleur.
La technique du mélange intérieur et la disposition des orifices de sorties garantissent une température constante dans la section de la flamme.
Sources : Comité Scientifique et technique des industries climatiques CHF/CHB.
(*) Sources : J O des communautés européennes. JO N° C8 du 13.01.1990 et additif 26/11/90 JO N° C260 15/10/90 C 129 20/05/91 C 112 07/05/90 JO L 262 27/09/76. JO L 398 30/12/89 JO C 30 04/02/88.