

Antes de empezar a soldar
- Limpiar la superficie a soldar mecanicamente, quitar toda traza de oxido.
- Eliminar todos los residuos, ninguna particula sospechosa cualquiera debe ser visible.
- Preveer un juego comprendido entre 0,05 y O,1 mm afin de optimizar la tension capilar.
- Respetar una geometria regular de la piezas a unir (conexiones y tubo en el mismo eje).
- Utilizar unicamente un corta tubo. Quitar las virutas y constituir una ligera adherencia.
- Verificar la regularidad del diametro de los tubos (evitar las deformaciones)
- No utilizar nunca de decapante para los ensamblajes cobre sobre cobre sanitario
- Si necesario, aplicar el decapante apropiado a la aleacion y al metal de base evitando que no penetre en el interior del tubo.
- No utilizar aleaciones al cadmio, prohibidas sobre aducion de agua. (*)
Durante la soldadura
- Calentar con una llama neutra la parte mas densa, es la temperatura de la pieza soldada que provoca la fundicion de la aleacion.
- Evitar los periodos de calentamientos excesivos provocando colores y oxidaciones importantes.
- No mover las piezas durante la soldadura.
- No soldar nunca las piezas oxidadas.
- No soldar nunca las piezas que sufren una deformacion durante la soldadura.
- No soldar nunca tubos conteniendo restos de liquidos.
- No intervenir nunca sobre una pieza soldada.
Obligaciones en la industria del frio
Hacer circular en el circuito , un gas inerte( Azote seco), con un caudal controlado (30 à 90 l/mn).
No utilizar aleaciones con cadmio, prohibidas. Diario Oficial de las comunidades europeas N° L 186/59 du 12. 7. 91. Ver la ficha pràctica "Cadmium".
Despues de la soldadura / eliminacion de residuos
Eliminar los residuos con un lavado al agua caliente.
No provocar nunca choques térmicos..
Obligatorio en la industrias del frio
Purgar los conductos con un gas inerte, no utilizar nunca oxigeno .
Si se respetetan estas consejos se tendra la garantia :
- De una alta resistencia de las soldauras a los esfuerzos mecànicos como , (presion, desgarro, torsion, vibracion).
- De una perfecta resistencia a los ataques quimicos de los nuevos fluidos.
- De una perfecta estanqueidad de las juntas, exentos de porosidades.
ELbuen conocimiento de un oficio dominado, le garantiza la constancia en la calidad y la seguridad sin fallos, en sus soldaduras.
Consejos de preparacion

 ]
]3 Principios a seguir
- Preparacion con una limpieza cuidadosa de las superficies a unir (desgrasado, quitar virutas...)
- La temperatura del conjunto debe ser constante, uniforme y ligeramente superior al punto de « liquidus » de la aleacion que se aporta..
- El calentamiento, debe ser tan corto como sea posible, dirigido al metal de base. Un refriamiento ràpido es preferible, salvo para las soldauras de plata sin cadmio donde hay que evitar los choques térmicos.
Ejemplo comparativo de la preparacion del trabajo.
Flujo o decapante no adaptado.
 Se puede constatar sobre este comparativo un defecto de aspecto ligado al decapante que no ha fundido completamente durante la soldadura (pieza de la izquierda) lo que provoca inclusiones en el metal. Las dos piezas soldadas presentadas aqui han sido preoaras y limpiadas para hacer ver el dfecto.) Aleacion 1540 - L-Ag40Cd + Maxiflux (izquierda) - Carboflux G (derecha).
Se puede constatar sobre este comparativo un defecto de aspecto ligado al decapante que no ha fundido completamente durante la soldadura (pieza de la izquierda) lo que provoca inclusiones en el metal. Las dos piezas soldadas presentadas aqui han sido preoaras y limpiadas para hacer ver el dfecto.) Aleacion 1540 - L-Ag40Cd + Maxiflux (izquierda) - Carboflux G (derecha).
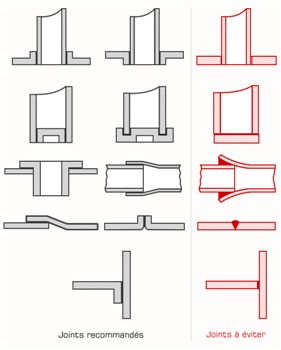
Ejemplo de uniones recommandada

Ejemplo de uniones a evitar


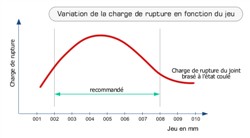
Variacion de la carga de ruptura en funcion del juego
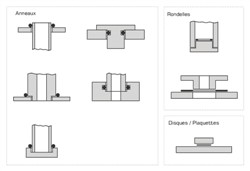
Utilizacion de anillas, tuercas, discos o placas
Fuentes: Comites Cientificos y técnicos de las industrias de climatizacion CHF/CHB.
(*) Fuentes: D.Oficial d las comunidades europeas. D.Oficial N° C8 du 13.01.1990 y anexos 26/11/90 JO N° C260 15/10/90 C 129 20/05/91 C 112 07/05/90 JO L 262 27/09/76. JO L 398 30/12/89 JO C 30 04/02/88.